Obiective
Pentru realizarea acestei proteze partiale scheletate se prefera fixarea unor sisteme speciale articulate, reprezentate de amortizorul VARIO KUGEL SNAP vks-sg (BREDENT, SENDEN, GERMANY) Ca parte componenta a acesteia e plasata pe dintii restanti acoperiti de proteze fixe metalo-ceramice, iar partea a doua a sistemelor speciale se fixeaza la nivelul scheletului metalic al protezei.
Asamblarea celor doua parti componente asigura o mentinere optima cat s stabilizarea protezei, oferind, in acelasi timp, un bun efect fizionomic. Imbinarea devine aproape invizibila.
Fata de proteza clasica, proteza scheletata realizata cu ajutorul sistemelor speciale necesita mai multe etape de lucru, mai mare precizie, instrumente, utilaje si aparatura performanta; ca atare pretul sau de cost este marit.
Material si metoda
S-a luat in studiu si s-a reabilitat din punct de vedere protetic pacientul J.M, in varsta de 65 ani, domiciliat in Resita, de profesie contabil.
Pentru realizarea dezideratului propus, s-au parcurs mai multe etape clinico-tehnice, dupa cum urmeaza:
Examenul radiologic are o deosebita importanta pentru stabilirea diagnosticului, a planului de tratament pre- si protetic, precum si conceperea unei proteze partiale cat mai corecte indicata cazului.
La examenul clinic pacientul a prezentat urmatoarea formula dentara, dupa asanarea cavitatii bucale:
|
x |
x |
x |
x |
|
|
|
|
|
|
x |
x |
x |
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ul de tratament stabilit de medic este:
a) prepararea dintilor stalpi 1.2, 1.3, 2.2, 2.3, pentru proteze partiale fixe metalo-ceramice.
b) proteza mobilizabila scheletata cu urmatoarele componente: conectorul principal de tipul placuta mucozala palatinala redusa, sei terminale, arcada dentara artificiala (dinti din acrilat).
c) Sisteme de mentinere, sprijin si stabilizare de tipul capselor sagitale Bredent (VARIO KUGEL SNAP vks-sg)(BREDENT, SENDEN, GERMANY). Amprenta globala a campului protetic serveste la confectionarea modelului de lucru si trebuie sa redea cu cea mai mare fidelitate forma si intinderea precisa a campului protetic.
Scopul amprentarii in edentatia de clasa I la maxilar este de a:
reproduce perfect dintii restanti si tesuturile inconjuratoare (suportul parodontal).
reproduce crestele edentate si mucoasa ce le acopera (suportul muco-osos). Marginile amprentei trebuie sa fie extinse la maxim, dar in limite fiziologice. Redarea rententivitatilor anatomice, a tuberozitatilor maxilare este obligatorie pentru ca sporeste mentinerea protezei.
amprenta campului protetic se va realiza cu ajutorul unui elastomer de consistenta chitoasa, aplicat intr-o portamprenta standard, peste care se aplica un elastomer fluid. Se realizeaza asa-numita amprenta de spalare din silicon de aditie EXPRESS (3M-ESPE, St. Paul, USA)
elastomerii de sinteza utilizati ca materiale de amprenta au urmatoarele avantaje:
lipsa modificarilor volumetrice marcante pe o perioada de timp;
sunt toxitrope (patrund in toate detaliile);
nu au miros si gust neplacut;
nu se pot produce greseli de preparare pentru ca se amesteca pastele dupa prescriptiile fabricantului cu dozatoare precise;
elasticitatea deosebita permite amprentarea unor zone foarte retentive.
Daca prima amprenta cu material chitos este considerata
amprenta preliminara, cea de-a doua amprenta cu silicon fluid este considerata o amprenta finala. Totdeauna se va amprenta si arcada antagonista. Aceasta se realizeaza tot cu siliconi chitosi si fluizi.
Daca exista rapoarte stabile de ocluzie, acestea se inregistreaza in ceara. Daca rapoartele sunt instabile sau nu se pot realiza, se apeleaza la sabloane de ocluzie. Urmeaza confectionarea modelului de lucru, care reprezinta copia pozitiva a tuturor elementelor campului protetic.( 1)

.1. Modelul de lucru - campul protetic maxilar
Pentru realizarea modelului de lucru s-a folosit gips extradur Fujirock (GC, Leuven, Belgia) si conformatoare de tip Accu-Trac (Whaledent international, USA)
Etapele de lucru pentru confectionarea modelului final sunt:
analiza integritatii amprentei;
decontaminarea amprentei prin spalare sub jet de apa rece si prin folosirea unor solutii antiseptice;
uscarea perfecta a amprentei cu un jet usor de aer, atat in interior, cat si in exterior.
prepararea pastei de gips, clasa a-IV-a in vacuum malaxor, respectandu-se proportia pulbere/lichid, indicata de firma producatoare;
se asambleaza partile componente ale sistemului Accu-Trac, dupa cum urmeaza:
a) se aplica bratele pe suport si se inchid;
b) se fixeaza placuta de baza cu suprafata lipsita de nervuri centrale ;
c) se verifica functionarea normala a sistemului.
se toarna pasta de gips in amprenta, iar restul in suportul Accu-Trac pana la nivelul bratelor laterale imobilizatoare. Se rastoarna amprenta peste suport. Se centreaza amprenta.
se indeparteaza gipsul in exces inainte de a face priza finala;
dupa priza finala se demuleaza amprenta si se indeparteaza placa de baza. De asemenea se desfac bratele laterale.
se intoarce placa de baza invers, cu nervurile centrate in sus. Peste acestea se aplica suportul Accu-Trac, iar cu o apasare uniforma se obtine desprinderea modelului din suport.
se netezesc muchiile periferice ale modelului dupa necesitati. Soclul modelului nu se va prelucra sub nici o forma.
se sectioneaza bonturile mobile in paralel cu zimtii, cu aparatul de sectionat de tipul FINOCUT (FINO, Mangelsfeld, Germany) se reasambleaza componentele in suport in ordine numerica si se asigura modelul prin inchiderea bratelor.
se va turna modelul antagonistilor din gips de clasa IV Fujirock.

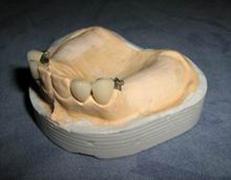
. 2 Modelul de lucru montat in ACCU-TRAC cu bonturi lacuite:

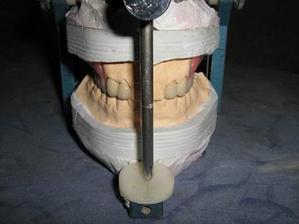
.3 Modelele montate in articulator
Urmatoarea etapa este analiza modelului la paralelograf. Cu ajutorul paralelografului se executa urmatoarele operatii:
stabilirea axei de insertie si dezinsertie a protezei;
paralelizarea si fixarea in pozitie corecta a sistemelor speciale;
realizarea frezajelor de precizie;
realizarea si prelucrarea sistemelor speciale.
Bonturile se graveaza prin frezare, se lacuiesc cu FINODIE (FINO, Mangelsfeld, Germany) (.2) si se izoleaza cu izolant FINO TRENN-SEP PLUS . Pe 1.2, 1.3, 2.2, 2.3 se vor macheta cape de ceara prin introducere in baie de ceara VIDENT (Vident Elektronika, Budapest, Hungary) avand grosimea de 0,4 mm. Cu ajutorul paralelografului dupa ce a fost determinata axa de insertie se vor fixa sistemele speciale pe fetele proximale (extracoronar) ale 1.3 si 2.3 inspre edentatie (.5). Aceste sisteme speciale sunt capse sagitale VARIO KUGEL SNAP vks-sg de la firma BREDENT (Senden, Germany) , prefabricate din mase plastice. Diametrul bilei este de 1,7 mm.

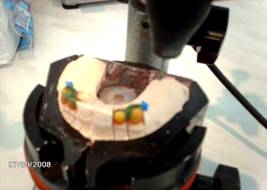 Machetele inainte de
ambalare . 5 Fixarea capselor cu ajutorul
Machetele inainte de
ambalare . 5 Fixarea capselor cu ajutorul
izoparalelografului
Machetele capelor realizate pe incisivii laterali si canini vor fi ambalate si turnate din aliaj Wiron 99 (BEGO, Bremen, Germany) (.4).
Tiparul va fi realizat dupa tehnica moderna practicata de firma HERAEUS. Tijele sunt din ceara cilindrica, fiecare element se aplica in 1/3 ocluzala a fetei palatinale, perpendicular, cate o tija lunga de 2-4 cm cu diametrul de 3mm care reprezinta macheta canalelor secundare de curgere a aliajului.
La extremitatea libera a acestor tije se aplica o tija cu diametrul de 5 mm, care va avea directie paralela cu macheta corpului de punte si reprezinta macheta canalului intermediar de curgere a aliajului lichid. Acestei tije ii sunt aplicate trei tije usor curbate care se unesc, reprezentand macheta canalelor principale de curgere a aliajului.
Tija orizontala de unire cu cele trei verticale curbate este impartita in patru zone egale pentru a asigura curgerea aliajului in tipar.
Ambalarea machetelor se face intr-un singur timp. Prepararea masei de ambalat, turnarea si vibrarea se fac cu ajutorul vacuum-malaxorului, pentru a asigura o mai buna omogenitate si densitate prin eliminarea bulelor de aer.
Se utilizeaza masa de ambalat WIROVEST si lichid BEGO-SOL de la firma BEGO (BEGO, Bremen, Germany) . Aceasta are o expansiune termica optima si o duritate crescuta a masei de ambalat. Intr-o setiune verticala tiparul apare astfel: de la palnia de turnare pornesc trei canale principale cu lungime de aproximativ 15 mm care duc spre un canal orizontal, paralel cu tiparul machetelor. De la acest canal orizontal pornesc perpendicular cele patru canale secundare corespunzand fiecarei machete.
Urmeaza pregatirea tiparului care consta in preincalzire si incalzire. Dupa ambalare, la o ora, tiparul se introduce la preincalzit in cuptor unde temperatura se urca in 60 minute la 300 400 C, apoi in cuptorul de incalzire urmand ca in decurs de 30 minute temperatura cuptorului sa ajunga la peste 1000C (.6)

6 Cuptorul de incalzire si sablatorul .7 Aparatul de turnat al firmei HERAEUS-KULZER (FORNAX)
(HERAEUS-KULZER, HANAU, GERMANY)
Aliajul folosit este Wiron 99 (BEGO, Bremen, Germany) si se prezinta sub forma cilindrica avand greutatea de 6 grame. Se introduc in creuzet doua bucati de metal si se pun in cuptor 10 minute. Se scoate creuzetul si se introduce in aparatul de turnat cu curenti de inalta frecventa al firmei HERAEUS-KULZER (.7). Se porneste aparatul, se inchide si de porneste vidarea la 1 atm. Cand metalul s-a topit se opreste 10 secunde cu ajutorul unei manete se roteste chiuveta si creuzetul pentru a favoriza curgerea metalului in chiuveta. Operatiunea se desfasoara in 40 secunde, la presiunea de 3,5 bari. Cuveta se lasa sa se raceasca.
Urmeaza dezambalarea, iar resturile de masa de ambalat se indeparteaza cu ajutorul aparatului de sablat (.6). Zona sferica a suprafetelor de frictiune nu mai trebuie retusate. Capele se prelucreaza si se face proba in cabinet in cavitatea bucala a pacientului. In laborator, peste partea sferica a capsei si zona coletului sau se aplica un mentinator de spatiu din masa plastica de la firma BREDENT. Astfel se protejeaza partea activa a sistemului special si se creaza spatiu intre matricea si patricea atasamentului in care se va introduce un inel teflonat. Acesta face din VARIO-KUGEL amortizori de forta prin elasticitatea de care dispune.
In concordanta cu indicatiile primite de la medic se realizeaza proiectul scheletului metalic, pe modelul de lucru fiind desenate seaua protetica si conectorul principal. Pentru desenarea proiectului se va utiliza un creion moale, care sa nu zgarie modelul. Este important ca acest desen sa nu se stearga in urma duplicarii modelului functional.
Folierea modelului de lucru este operatiunea prin care se obtine un spatiu intre scheletul metalic al protezei si model. In acest caz, folierea s-a facut la nivelul crestelor alveolare. Folierea este necesara pentru a obtine un spatiu intre seaua metalica a scheletului si model, spatiu care va fi ocupat ulterior de acrilatul seii definitive.
Pentru foliere s-a utilizat o placuta de ceara calibrata roz, de grosime 1-l,5 mm. Se va acoperi cu ceara muchia crestei spre vestibular pentru a nu transpare seaua metalica prin acrilat, iar versantul oral 2/3 se acopera pana la imbinarea cu conectorul principal.
Ceara va fi bine mulata pe suprafata crestelor dupa care se lipeste la margini de jur-imprejur cu spatula incalzita.
La extremitatea distala a folierii in mijlocul crestei, se decupeaza cu spatula un orificiu de 2/2 mm in care va patrunde o prelungire a seii metalice stopul distal ce impiedica infundarea seii spre creasta, in timpul indesarii acrilatului.
Urmeaza duplicarea modelului de lucru. Pentru amprentarea modelului se foloseste silicon (. 8). Aceasta are o mare plasticitate si precizie a amprentei. Siliconul, care este un hidrocoloid ireversibil, (elite double 22, Zhermack, Badia Polesine, Italy) nu poate fi reutilizat. Elasticitatea dupa priza materialului ii confera avantajul posibilitatii de indepartare a modelului de lucru din amprenta fara ca acesta sa se deformeze si modelul sa se deterioreze.
. 8 Conformatorul si masa de duplicat (silicon)
Duplicarea cu hidrocoloid ireversibil se realizeaza astfel:
- se alege un conformator de duplicare in functie de
marimea modelului. Se introduce modelul in conformator
cu campul protetic inspre partea superioara.
- modelul se spreiaza cu TENSILAB(Zhermack, Badia
Polesine, Italy), sprai reducator de bule.
- conformatorul impreuna cu modelul se plaseaza pe masuta
vibratoare.
- intr-un recipient special se toarna siliconul ELITE
DOUBLE 22, compus din doua materiale, unul fiind baza
iar celalalt catalizator, dupa indicatiile si dozajul
producatorului (Zhermack, Badia Polesine, Italy).
- siliconul se malaxeaza intr-un vacuum malaxor (WM
Continental, Fort Wayne, Indiana, USA) intr-un timp
indicat de producator (aprox. 40 sec).
- dupa ce se malaxeaza siliconul, se porneste masuta vibra-
toare (Leleux, Oberhausen, Germany) pe care este plasat
conformatorul cu modelul si se toarna siliconul in confor-
mator de la o distanta de aprox. 30 cm.
- se lasa conformatorul timp de 20 minute sa faca priza sili-
conul, dupa care se indeparteaza modelul din masa dupli-
catoare.
amprenta se verifica si daca este corecta se trece la turnarea modelului din masa de ambalat WIROVEST de provenienta germana. Duplicarea reprezinta un procedeu tehnic de reproducere precisa a modelului de lucru, dintr-un material refractar (masa de ambalat), specifica aliajului din care va fi realizat scheletul metalic al protezei, in acest caz Cr-Co.
Pentru a se realiza modelul duplicat din masa de ambalat este foarte important sa se respecte proportia corecta indicata de fabricant, dintre pulbere si lichid.
Se parcurg urmatoarele etape:
prepararea masei de ambalat cu ajutorul vacuum-malaxorului si anume 200 grame pulbere WIROVEST si 30 cc lichid BEGO-SOL (BEGO, Bremen, Germany)
asezarea amprentei de hidrocoloizi pe masa vibratorie care se pune in functiune. Se aplica pasta de masa de ambalat in cantitati mici, la nivelul amprentei dintilor apoi la nivelul crestelor. Se adauga apoi masa de ambalat pana la umplerea amprentei si se lasa 30 minute pentru a realiza priza.
dupa priza masei de ambalat hidrocoloidul este scos din conformator si sectionat pentru eliberarea modelului.
uscarea modelului refractar se face prin introducerea acestuia timp de 45 minute intr-un cuptor de uscare la temperatura de 250C.
dupa ce este scos din cuptorul de uscare modelul refractar este intarit prin aplicarea unui spray special care se aplica pe toata suprafata modelului.
Astfel se obtine o suprafata intarita a modelului, mai putin expusa la deteriorare si cu o suprafata neteda, apta pentru realizarea machetei scheletului.
Pentru realizarea machetei din ceara a componentei metalice a protezei scheletate proiectul scheletului de pe modelul de lucru trebuie transferat pe modelul refractat, folosindu-se un creion moale pentru a nu deteriora suprafata modelului.
a) Pentru realizarea machetei conectorului principal care este o placuta mucozala palatinala, ne este necesara o folie de ceara verde calibrata (S-U-FLEXIWACHS, ULM, GERMANY), in grosime de 0,5-0,6 mm din care se taie dupa forma conectorului principal. Se aplica folia de ceara pe model incepand cu mijlocul boltii palatine si apoi lateral. Se muleaza cu grija ceara pentru a nu fi subtiata. Deoarece la nivelul crestei s-a realizat folierea de distantare, ceara trebuie sa ajunga strict pana la marginea palatinala a folierii.
b) Pentru machetarea seii se foloseste o grila din ceara (M+W, Budingen, Germany), care va fi aplicata pe relieful folierii. La nivelul conectorului principal se va lipi o ceara albastra pe toata intinderea seii. La nivelul jonctiunii cu conectorul principal pe versantul oral al seii se realizeaza o treapta la nivelul careia sa se termine acrilatul. Aceasta treapta dintre conectorul principal si seaua metalica este de maxim 1mm (.9).

.9 Macheta viitorului schelet
metalic pe model duplicat
c) Sistemele speciale peste care este plasat mentinatorul de spatiu din masa plastica (prefabricat firma BREDENT) aplicate la capele metalice realizate, pe canini se vor gasi reproduse cu exactitate pe modelul refractar. De remarcat necesitatea machetarii bratului opozant oral al acestora care devine si element contrabasculant. La maxilar datorita plasarii conectorului principal in mijlocul boltii palatine se vor realiza canalele de turnare deasupra modelului refractar. Machetele canalelor principale din ceara rotunda cu diametrul de 3mm, vor pleca din regiunea distala a machetei conectorului principal si din regiunea anterioara. Vor exista patru canale principale. Toate aceste machete de canale, se vor uni intre ele deasupra centrului machetei scheletului. Macheta conului de turnare, care este din plastic, va fi lipita la nivelul jonctiunii machetelor canalelor principale de turnare.
Ambalarea machetei scheletului se face in conformatoare speciale. Inainte de ambalare se alege conformatorul corespunzator modelului refractar astfel incat intre macheta si peretii conformatorului sa ramana un spatiu de 1,5 cm si tot atat de la macheta pana la extremitatea deschisa a conformatorului in sens vertical.
Peste macheta si canalele de turnare se aplica o substanta care reduce tensiunea superficiala a cerii, masa de ambalat aderand mai bine la macheta. In faza initiala se pensuleaza masa de ambalat WIROVEST (BEGO, Bremen, Germany) pe macheta seii, dupa care se toarna in conformator acoperind macheta.
Urmeaza turnarea scheletului metalic al protezei care cuprinde in ordine trei timpi:
preincalzirea tiparului;
incalzirea tiparului;
turnarea propriu-zisa.
a) Preincalzirea tiparului are ca scop uscarea masei de ambalat a tiparului, eliminarea cerii si dilatarea compensatorie a tiparului. Tiparul se aseaza intr-un cuptor de preincalzire, dupa ce conul de turnare a fost indepartat, de la temperatura camerei, se ridica temperatura pana la 300-500C intr-un interval de 30 minute. In aceasta faza se produce eliminarea cerii, uscarea tiparului si incepe dilatarea termica a masei de ambalat.
b) Incalzirea tiparului. Dupa 30 minute se pune tiparul si metalul intr-un cuptor de incalzire ce are temperatura de 300C. Se creste temperatura pana la 1000C intr-un interval de o ora. La aceasta temperatura va ramane 20 minute. In aceasta faza ard rezidurile de ceara sau plastic si se termina dilatarea termica.
c) Topirea si turnarea metalului. Aliajul Co-Cr (Wironit +, BEGO, Bremen, Germany) folosit pentru confectionarea scheletului este din grupa aliajelor inoxidabile. Acest aliaj are urmatoarele caracteristici: rigiditate mare la grosime mica, rezistenta la coroziune in mediul bucal, rezistenta la oxidare, este bine tolerat de tesuturile cavitatii bucale, nu are gust, are luciu de durata, este inert, realizeaza turnaturi de precizie. Dezavantajul aliajului de Co-Cr este dat de duritatea ridicata si contractia dupa turnare necesitand instrumente speciale pentru taiat si prelucrat.
Topirea aliajului de Co-Cr se realizeaza intr-o instalatie speciala de topire-turnare cu vacuum si presiune al firmei HERAEUS-KULZER tip CL-I 95 (Hanau, Germany).
Aparatul foloseste drept sursa de caldura curentul electric prin inductie, impingerea aliajului in tipar fiind obtinuta prin actiunea combinata a vacuumului si a aerului comprimat.
Bucatile de metal sunt introduse intr-un creuzet din masa ceramica, intr-un cuptor de incalzire, dupa care creuzetul va fi plasat in incinta de topire-turnare a aparatului. Aceasta incinta este prevazuta cu un vizor si ecran de protectie impotriva luminozitatii. Aparatul se porneste si in cateva minute, prin vizor se poate urmari topirea aliajului. Bucatile de metal care ajung la temperatura de topire se unesc si se lichefiaza, urmeaza declansarea centrifugii aparatului si turnarea propriu-zisa.
Dezambalarea scheletului metalic se face dupa cel putin 20 minute. Tiparul este sfaramat, desprinzandu-se in bucati mari cu ajutorul unui ciocan.
Fragmentele aderente vor fi indepartate cu ajutorul aparatului de sablat FINO STAR (FINO, Mangelsfeld, Germany) . Dupa terminarea operatiunii de sablare se verifica integritatea turnarii.
Prelucrarea componentei metalice urmareste sectionarea canalelor de turnare, indepartarea plusurilor metalice, netezirea si lustruirea scheletului.
Prelucrarea scheletului metalic are urmatoarele faze:
a) Sectionarea tijelor de turnare principale si auxiliare. Se foloseste in acest scop motorul de mare turatie Kavo K9 (KAVO, Leutkirch, Germany) si discuri abrazive FINODISC (FINO, Mangelsfeld, Germany) . Sectionarea se face cat mai aproape de schelet, cu grija, pentru a nu-l deteriora.
b) Cu ajutorul frezelor se slefuiesc plusurile ramase dupa sectionarea tijelor. Se rotunjesc, de asemenea, muchiile ascutite.
c) Conectorii principali se netezesc cu pietre cilindrice, roata sau flacara pe fata lor externa.
d) Cu pietre con invers sau discuri se perfecteaza treapta dintre sei si conectorul principal.
e) Prelustruirea se face cu gume abrazive FINOPOL, cu care se actioneaza pe suprafetele externe ale scheletului.
f) Lustruirea definitiva se face pe suprafata externa a scheletului cu perii, pufuri si pasta speciala de lustruit FINOPOLY (FINO, Mangelsfeld, Germany)
g) Se curata scheletul cu perie, apa si sapun. Se usuca apoi cu aer comprimat si se examineaza sub lupa
Se verifica adaptarea pe model a tuturor elementelor componente ale scheletului (.10). Dupa verificarea pe model se pozitioneaza in cavitatea bucala capele metalice pe dintii stalpi dupa care se trece la verificarea scheletului metalic in cavitatea bucala.


10. Scheletul metalic prelucrat si lustruit
Urmeaza placarea cu masa ceramica a capelor metalice de pe incisivii laterali si canini. Sunt necesare patru arderi succesive fara a tine cont de arderea stratului intermediar de adeziv:
arderea grundului (opaquer-ului) (VITA, Bad Sackingen, Germany);
arderea stratului de baza;
arderea de corectie;
glazurarea.
Se depune opaquer-ul dupa ce capeleau fost oxidate in grosime de 0,2 mm, temperatura de ardere 970-980C, timpul de ardere este de 6 minute. Arderea se face in conditii de vid in cuptorul de ceramica al firmei HERAEUS (.11).

.11 Cuptorul de ceramica al firmei HERAEUS KULZER (HANAU, GERMANY)
Dupa arderea opaquer-ului urmeaza depunerea pastei de dentina si smalt si odata cu acestea masa de colet.
Pastele au o consistenta cremoasa. Ele se depun peste stratul de opaquer in proportii mari cu ajutorul pensulelor. Operatiunea este urmata de vibrare si tamponare cu hartie absorbanta. Coroanele se realizeaza cu un volum supradimensionat in toate sensurile (~25%) pentru a compensa contractiile din cursul arderii. Se schiteaza cuspizii, lobulii de crestere. Coroanele se pun pe suporturi de ardere si preincalzirea se face la gura cuptorului timp de 5 minute. Urmeaza arderea in conditii de vid timp de 6-7 minute la 980C.
Urmeaza glazurarea prin aplicarea si arderea unui strat final superficial de masa transparenta. Operatiunea se desfasoara timp de 3 minute la 930C. Glazurarea nu se desfasoara in vid (. 12).

A B
.12 Elementele de agregare din masa ceramica
A (vedere dinspre oral)
B(vedere dinspre vestibular)
In regiunea laterala, alegerea dintilor artificiali si montarea lor, are in vedere criterii mecanice si fizionomice. Se aleg dintii de culoare si inaltime gingivo-ocluzala asemanatoare cu a dintilor restanti. Latimea in sens vestibulo-oral a dintilor artificiali este in functie de latimea crestei. Dintii sunt montati strict pe mijlocul crestelor si in linie dreapta. Santurile intercuspidiene trebuie sa coincida cu mijlocul crestei. Relatiile cu antagonistii trebuie pe cat posibil sa fie de tip cuspid-fosa.
Machetarea seii acrilice se realizeaza pe modelul de lucru izolat in prealabil in apa. Se aplica folie de ceara de 2 mm mulata peste crestele alveolre in zonele edentate. Peste aceasta se va pozitiona corect componenta metalica a seii. Se picura ceara pana la acoperirea completa a seii metalice si acoperirea pragului extern oral. Se aplica o suvita de ceara pe mijlocul suprafetei externe a seii corespunzand mijlocului crestelor pentru pozitionarea dintilor artificiali. Modelarea versantelor vestibulare se face pana la limitele functionale ale fundurilor de sac.
Se va pregati modelul si macheta in vederea ambalarii. Se izoleaza modelul si macheta in apa 2-3 minute. Aceasta se centreaza intr-o jumatate de cuveta, in care se insera gips pana la nivelul marginilor modelului propriu-zis. Suprafata gipsului din cuveta se netezeste. Se asambleaza a doua jumatate a cuvetei. Se toarna gips in a doua parte a cuvetei pana la umplere si se aplica capacul. Pentru plastifierea cerii, cuveta este situata pe un suport si introdusa in apa calda la 100C timp de 5 minute. Cele doua jumatati ale cuvetei se desfac, se elimina ceara si se spala cu jet de vapori sub presiune pentru indepartarea resturilor. Tiparul se izoleaza cu IZOLIT, fiind pregatit pentru prepararea pastei acrilice.
Se insera manual acrilatul in tipar si se efectueaza presarea treptata a acestuia intre componentele tiparului la o presa manuala, eliminand excesul marginal. Se va presa cuveta timp de 5 minute dupa care cuveta se fixeaza in ring si se supune termopolimerizarii in apa, a carei temperatura creste treptat pana la 100C. Se pastreaza 30 minute la aceasta temperatura si apoi se raceste lent.
Urmeaza dezambalarea si prelucrarea componentei acrilice. Prelucrarea finala consta in realizarea unor suprafete netede ale seilor si a unor margini rotunjite de minim 2 mm grosime. Jonctiunea dintre sei si conectorul principal va fi finisata cu pietre mici, fine sau cu gume, fara a zgaria materialul. Netezirea seilor acrilice se face cu filturi si praf umezit de piatra ponce. Luciul definitiv al acrilatului se obtine cu puf uscat si paste speciale de lustruit (. 13). Dupa lustruire, proteza se spala cu apa, sapun si perie moale.


. 13 Proteza scheletata finita, inserata pe modelul initial.
Inainte de insertia protezei in cavitatea bucala se pune in matricea atasamentului de la proteza scheletata inelul de teflon. Se verifica in laborator sistemul de mentinere proteza-coroane (lucrare fixa). Insertia in cavitatea bucala trebuie sa se faca sub o presiune medie, axul de insertie fiind deja cunoscut de la verificarea scheletului metalic.
In urma insertiei protezei se vor verifica mentinerea si stabilitatea protezei, echilibrarea ocluziei si fizionomia (. 14).
In final se va face instruirea pacientului privind insertia si dezinsertia protezei.
. 14 Proteza finita in ocluzie (vedere din fata)

. 15 Proteza finita in ocluzie (vedere din profil)
Asa cum am vazut, in majoritatea cazurilor in care nu este posibila o reconstructie, o croitorie chirurgicala a supapelor, acestea sunt inlocu [...] |
PROTECTIA BIOLOGIEI PULPARE Protezarea fixa nu trebuie sa afecteze vitalitatea pulpei dentare. Factoml iatrogen este un factor etiologic importa [...] |
CONSERVAREA STRUCTURILOR DURE DENTARE Unul din principiile de baza ale prepararii dintilor pentru o RPF cste conservarea unei cantitati cat mai [...] |
Copyright © 2010 - 2024
: eSanatos.com - Reproducerea, chiar si partiala, a materialelor de pe acest site este interzisa!
Informatiile medicale au scop informativ si educational. Ele nu pot inlocui consultul medicului si nici diagnosticul stabilit in urma investigatiilor si analizelor medicale la un medic specialist.
Termeni si conditii - Confidentialitatea datelor - Contact