INSTRUMENTARUL UTILIZAT IN PREPARAREA DINTILOR
Preparatiile dentare, ca faza preliminara, m vederea agregarii unor restaurari protetice, au fost influentate de tehnologia si dezvoltarea instmmentelor utilizate m acest scop. Faptul este evident m ceea ce priveste dezvoltarea pieselor de mana si a surselor de energie, precum si m evolutia instmmentelor rotative abrazive. Morisson J.B a patentat m 1871 primul tur actionat cu piciorul printr-o pedala. Producerea motoarelor electrice care asigurau energia necesara actionarii instmmentelor rotative a fost un pas important facut in perfectionarea echipamentului utihzat pentru prepararea dintilor m decursul primelor patru decade ale secolului XX.
Schimbari semnificative au inceput sa apara in perioada celui de-al doilea razboi mondial. Printre acestea s-au numarat dezvoltarea instrumentelor diamantate in Germania pe la sfarsitul anilor '30 si introducerea frezelor din carbura de tungsten in 1947. Un aspect important m realizarea prepararilor dintilor a fost marirea vitezei pieselor de mana pe la sfarsitul anilor '50. La inceput au fost imbunatatite piesele cu turatii conventionale, apoi au fost introduse piesele cu turatii crescute (~ 300.000 rotatii/minut) denumite turbine. Prin anii '80 R. Marxkors afirma: Instrumentarul nou si de calitate ar trebui sa duca la cresterea calitatii preparatiei dentare si nu la cresterea cantitatii de tesuturi dure indepartate' (61).
Anterior acestei perioade se foloseau piesele cu turatii mai mici de 12.000 rotath/minut. Prepararea dintilor era laborioasa pentru medic si incomfortabila pentru pacient. Pentru a obtine o reducere suficienta de substanta dura s-au introdus pietrele diamantate cu un diametru mare, pietrele roata de moara si discurile care actionau la nivelul smaltului si dentinei. Aceste instmmente au influentat forma preparatiilor; cele slice ale caror zone terminale erau realizate in muchie de cutit si 959e41j bizourile supraextinse fiind ceva obisnuit in acea perioada. Preparatiile pentru inlay si onlay limitate m mare parte la cavitatile existente au fost frecvent folosite si ca preparari ale dintilor stalpi.
Aparitia pieselor de mana capabile sa dezvolte viteze mai mari de 100.000 rotatii/minut a facut posibila realizarea unei reduceri mai eficiente cu ajutorul unor instrumente mai mici care la randul lor puteau realiza designuri mai sofisticate, facilitand reducerea mai eficienta a tesuturilor dure dentare. Din nefericire insa, unii medici stomatologi au intampinat noua tehnologie mai mult ca o modalitate de a-si spori productivitatea proprie decat pentm a produce preparatii conservative de o mai buna calitate.
Racirea cu ajutorul sistemului apa-aer
In cazul folosirii instmmentelor cu viteza mare, exista pericolul potential al supraincalzirii dintelui in timpul prepararii. Slefuirea uscata la viteze mari' determina aproape de trei ori mai multe leziuni dentinare m atie cu o slefuire asociata cu jet de apa. Schimbarile termice pot determina inflamatia si/sau necroza pulpei dentare. (cap 11.6)
Brown (13) a calculat temperatura dentinei la o distanta de 0,5 mm de o freza ce actioneaza cu viteza mare, pe uscat ca fiind de 118 C. Prin prisma acestei constatari devine foarte serioasa afirmatia lui Zach (128) ca o crestere a temperaturii de doar 10 C, va duce la mortificari pulpare la 60% dintre dinti. Chiar si in cazul dintilor devitali trebuie evitata slefmrea uscata la viteze mari deoarece stressurile termice pot cauza micro-fracturi m smalt.
Folosirea numai a aerului ca modalitate de racire este daunatoare pulpei, si de aceea nu este un substitut acceptabil al sprayului de apa-aer. Deshidratarea prelungita a unei dentine proaspat preparate va duce la o deteriorare a pulpei dentare. Pentru a minimaliza trauma pulpei trebuie asociat intotdeauna un spray cu apa atunci cand se realizeaza o preparare a dintelui la viteze mari (cap. 11.6.).
Nici chiar utilizarea unui spray cu apa nu garanteaza ca pulpa va fi protejata de eventuale lezari. 0 cantitate mica de apa prost directionata va avea drept rezultat o umezire slaba care poate permite aparitia unei combustii dentinare localizate. Un orificiu mic poate asigura o viteza mai mare a apei ceea ce permite o penetrare mai rapida a jetului de aer in jurul varfului instmmentului rotativ.
Un spray cu apa sporeste, de asemenea, eficienta instrumentelor rotative cu viteza mare pastrand muchiile taietoare curate de orice resturi. Eames si colab. (27), au aratat ca este necesara folosirea unei cantitati mai mari de apa pentru racire pentru a preveni incarcarea instrumentelor diamantate atunci cand sunt folosite sub o presiune mare. Instrumentele diamantate folosite sub presiune mare (150 g) devin mai eficiente pe masura ce debitul apei creste de la 3 pana la 21ml/min. Daca se foloseste o presiune mica (50 g) se remarca totusi o crestere a eficientei, dar aceasta se stabilizeaza cand debitul apei ajunge la 7ml/min.
Medicilor stomatologi incepatori nu le place sa foloseasca sprayul cu apa pentru ca li se pare ca nu mai vad campul de lucru atat de bine. in realitate, sprayul imbunatateste vizibilitatea, m multe cazuri prin indepartarea sangelui si a resturilor. Poate fi folosita si vizibilitatea indirecta, daca oglinda este acoperita cu un strat de detergent.
1. INSTRUMENTARUL ROTATIV
In functie de modul lor de operare, instrumentele rotative folosite la prepararea dintilor pot fi clasificate m una din urmatoarele trei categorii: instrumente diamantate, freze si freze-burghiu(.l2.1.).
Instrumentele diamantate indeparteaza structura dentara prin abrazarea suprafetei. Cel mai eficient abraziv pentru reducerea structurii dentare il reprezinta instrumentul diamantat.
|
|
Frezele sunt cutere m miniatura, cu lamele taietoare, care reduc structura dura dentara cu ajutorul muchiilor lamelelor instmmentului.
Frezele-burghiu active la varf sunt folosite pentru realizarea m tesuturile dure a unor orificii cu diametre mici. Ele sunt instmmentele rotative cel mai putin folosite.
|
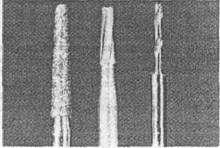
. Cele trei tipuri de instrumente rotative utilizate pentru prepararea dintilor sunt de la stanga la dreapta: instrument diamantat, freza dc carbura de tungsten si freza burghiu |
Prepararea dintilor pentm restaurarile metalice sau ceramice nu necesita un numar foarte mare de instrumente. De fapt, este important ca medicul stomatolog sa invete de la inceput efectuarea preparatiilor cu un numar cat mai redus de instrumente. Altfel, se poate pierde mult timp incercand diverse instmmente care, fie ca nu sunt potrivite pentm lucru, fie, sunt similare celor deja incercate. Un medic stomatolog neexperimentat poate schimba instmmentele la nesfarsit cautandu-l pe cel potrivit'.
Instrumentele diamantate
Instmmentele diamantate rotative sunt realizate intr-o gama foarte variata de marimi, forme si dimensiuni ale granulatiei. Ele sunt cele mai eficiente pentru slefuirea smaltului si pentru sectionarea ceramicii. Eames (27), a demonstrat ca aceste instrumente reduc structurile dentare de 2-3 ori mai repede decat frezele. Pulberea de diamant este depusa in unu pana la trei straturi pe suprafata instrumentului. Cele mai bune instmmente diamantate au particule abrazive asezate in mod egal pe suprafata. De asemenea, trebuie sa existe un contact intim intre particule si liant.
Pe langa faptul ca sunt descrise dupa forma si dimensiunea spatiilor libere pe care sunt aplicate particulele abrazive diamantate, instmmentele diamantate rotative sunt, de asemenea
clasificate dupa marimea sau duritatea granulelor care le acopera. Marimea particulelor folosite pentru orice clasa variaza oarecum de la producator la producator. Clasificarea instrumentelor diamantate, m functie de dimensiunile particulelor este urmatoarea: extrafine (cu dimensiuni ale particulelor cuprinse intre aproximativ 15-30(J.m), fme (cu dimensiuni ale particulelor cuprinse intre 25-40 [im), medii (cu dimensiuni ale particulelor cuprinse intre 75-l25 |J.m), dure (cu dimensiuni ale particulelor cuprinse intre 100-l50 p.m) si extradure (cu dimensiuni ale particulelor cuprmse intre 125-l80 )Lim).
Pe langa diferite forme si marimi de instmmente diamantate utilizate pentru situatii speciale, exista si cateva instrumente diamantate care ar trebui sa fie incluse intr-un set de baza:
instmmente diamantate cilindro-conice cu varful rotunjit, instmmente diamantate cilindro-conice cu varful plat, efilate lungi, efilate scurte si in forma de roata de moara (. 12.2.).

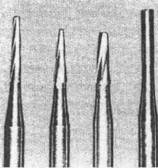
. 12.2. Instrumente diamantate din setul standard utilizat la prepararea bonturilor in vederea realizarii unor restaurari turnate sau ceramice. Ele sunt de la stanga la dreapta: instrument diamantat .cilindro-conic cu varfrotunjit, instrument diamantat cilindro-conic cu varfplat, instrument diamantat efilat lung, instrument diamantat efilat scurt, instrument diamantat in forma de roata de moara
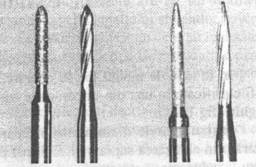
. 12.3. Conceptul utilizarii duale instrument diamantat/freza prezentat pentru prima oara de Lustig se bazeaza pe tblosirea unor instrumente diamantate si a unor treze de aceeasi tbrma si mariine. Ele sunt de la stanga la dreapta: instrument diamantat pentru chanfrein, freza pentru chantrein, instrument diamantat in tbrma de flacara, freza in forma de flacara
Alte doua instmmente diamantate folosite de obicei sunt instmmente diamantate pentru chanfrein si instrumente diamantate m forma de flacara care sunt deseori utilizate impreuna cu frezele de carbura de tungsten, care au aceeasi forma si dimensiune (. 12.3.).
Unele instrumente cu o anumita marime si forma sunt fabricate concomitent de mai multi producatori, m timp ce altele sunt realizate numai de catre unul singur.
Toate instmmentele diamantate cu diametre mici, sau acelea cu varfuri ascutite trebuie folosite cu mare grija. Pentru pastrarea conuratiei si eficientei instmmentului, unii producatori folosesc o marime de particula foarte fina pe acele portiuni ale instmmentelor care au diametre mici.
Frezele din carbura de tungsten
Frezele din carbura de tungsten sunt cele mai bune pentru realizarea cu exactitate a unor elemente specifice ale preparatiilor si pentru crearea suprafetelor netede m smalt sau dentina. 0 aplicatie a capacitatii lor de finisare este realizarea unor zone terminale corecte. Frezele din carbura de tungsten pot fi, de asemenea, utilizate pentru sectionarea coroanelor tumate. La ora actuala se produc freze speciale destinate acestui scop.
Metalul din varful frezei din carbura de tungsten este format prin sinterizare sau alte procedee, cu ajutorul prafului de carbura de tungsten sau al prafului de cobalt la temperaturi ridicate, in vid. Carbura de tungsten este taiata sub forma de cilindri mici care sunt apoi atasati unor tije de otel prin lipire sau prin sudare. Capatul din carbura de tungsten este prelucrat cu
 ajutorul unor mari discuri diamantate pentru a crea forma
specifica tipului de freza care trebuie realizata. Atasarea
capului din carbura de tungsten este destul de sigura, iar fractura
unei portiuni dintr-o freza este rara. Numai atunci cand procesul s-a
terminat tmnchiul instmmentului se scurteaza, se cresteaza sau se
diminueaza m diametru pentru a primi destinatia pentru: piesa
dreapta, contraunghi sau pentru turbina.
ajutorul unor mari discuri diamantate pentru a crea forma
specifica tipului de freza care trebuie realizata. Atasarea
capului din carbura de tungsten este destul de sigura, iar fractura
unei portiuni dintr-o freza este rara. Numai atunci cand procesul s-a
terminat tmnchiul instmmentului se scurteaza, se cresteaza sau se
diminueaza m diametru pentru a primi destinatia pentru: piesa
dreapta, contraunghi sau pentru turbina.
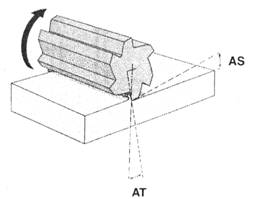
Majoritatea frezelor care au fost destinate initial pentru sectionare sunt facute cu 6 sau, uneori cu 8 lamele. Frezele pentm finisare au de obicei 12 lamele, dar pot avea si 20, sau chiar 40. Marginea taioasa activa a fiecarei lamele este formata prin jonctiunea a doua suprafete: fata si suprafata de asezare (.12.4.)
 Unghiul de asezare, adica unghiul
format intre suprafata de asezare si suprafata de taiere
este un factor care afecteaza cantitatea de material depistata
langa muchia taietoare a unei freze. Exista un unghi de
asezare optim pentru fiecare diametru al frezei, si cu cat acesta
este mai mare cu atat trebuie sa fie mai mic unghiul de asezare. Cu
cat acest unghi este mai mic cu atat este mai eficienta lamela
taietoare. Cu toate acestea, daca unghiul devine prea mic, suprafata
de asezare se poate freca de suprafata de taiere, generand
caldura si ducand la descresterea eficientei.
Unghiul de asezare, adica unghiul
format intre suprafata de asezare si suprafata de taiere
este un factor care afecteaza cantitatea de material depistata
langa muchia taietoare a unei freze. Exista un unghi de
asezare optim pentru fiecare diametru al frezei, si cu cat acesta
este mai mare cu atat trebuie sa fie mai mic unghiul de asezare. Cu
cat acest unghi este mai mic cu atat este mai eficienta lamela
taietoare. Cu toate acestea, daca unghiul devine prea mic, suprafata
de asezare se poate freca de suprafata de taiere, generand
caldura si ducand la descresterea eficientei.
|
. 12.4. 0 freza tipica are sase lamele scparate prin santuri. Fiecare lamela are trei supratete: o fata, o suprafata de asezare si un spate, desi suprafata de asezare si spatele pot ti unite intr-o singura supratata ciirbata. Unghiul dintre partea din fata si linia radiala se niinieste unghi de atac (AT). LJnghiul dintre supratata de asezare si suprafata de taiere se numeste unghi de asezare (AS). Aceste doua unghiuri determina gradul de ascutire al muchiei lamelei |
|
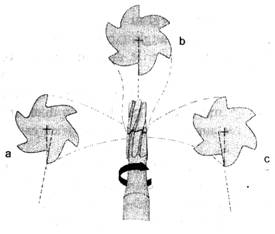
. 12.5. Cele trei tipuri de unghiuri de atac sunt: (a) unghi de atac pozitiv: ul fetei se aseaza in spatele liniei radiale. Desi aceasta formeaza initial cea mai eficienta lama de taiere,muchia se poate fractura rapid dupa inceperea utilizarii; (b) unghi de atac neutru: ul fetei coincide cu linia radiala; (c)unghi de atac negativ: ul fetei se aseaza in fata liniei radiale. Acest lucru permite o grosime mai mare a metalului in spatele muchiei de taiere asigurand o viata mai lunga a frezei. Majoritatea frezelor au un unghi de atac fie neiitru, fie negativ. |
Unghiul sub care partea din fata intalneste o linie care se extinde de la muchia taietoare catre axa frezei este cunoscut ca imghi de atac. Cu cat unghiul de atac este mai pozitiv cu atat devine mai ascutita marginea lamelei si cu atat mai eficienta va deveni actiunea de sectionare. Un unghi de atac pozitiv are, din nefericire, o margine mai slaba. De aceea lamelele sunt de obicei facute cu unghiuri de atac fie negative, fie neutre si cu bazele mai mari. Acestea sunt mai putin eficiente pentru sectionare, dar datorita volumului lor mai mare exista o probabilitate mai mica ca ele sa se fractureze (.12.5.).
De obicei lamelele sunt pozitionate m spirala in jurul frezei, separate una de alta prin santuri. Suma unghiurilor in spirala sau elicoidale ale lamelelor afecteaza caracteristicile de sectionare ale frezei. Un unghi elicoidal mai mare produce o suprafata mai neteda pe preparatie si reduce zgomotul' sau vibratiile frezei pe suprafata dentara. Acest unghi reduce, de asemenea, riscul de fractura al lamelelor din carbura de tungsten m timpul utilizarii pe dinte si previne blocarea cu resturi a santurilor dintre lamele.
La unele freze lamelele sunt intrempte de santuri realizate de-a lungul muchiei. Frezele fabricate in aceasta conuratie sunt descrise ca dentate sau freze cu sectiuni transversale. S-a
dovedit ca acestea sunt mult mai eficiente decat cele nedentate. Totusi, frezele nedentate sunt inca de preferat in locul celor cu santuri transversale pentru prepararea bonturilor. Freza cu taieturi transversale lasa striatii adanci si dure m unghiuri drepte fata de axa de insertie a prepararii.
Cateva freze din carbura de tungsten de forme diferite sunt incluse in instrumentarul standard. Acestea includ cel putin doua freze cilindro-conice fisura de lungime mare sau standard, o freza activa la varf si o freza globulara (. 12.6.).
|
|
|
|
|
|
Frezele cilindro-conice fisura se utilizeaza mai ales la prepararea dintilor pentru restaurari tumate si ceramice. In afara de utilizarea lor la realizarea santurilor, a retentiilor m forma de caseta si a istmurilor, ele sunt utile mai ales pentru netezirea suprafetelor axiale verticale. Frezele din cele 170 de serii conventionale nedentate cu 6 lame nu sunt totdeauna suficient de lungi pentru realizarea
|
.12.6. Freze din carbura de tungsten incluse in setul de instrumente standard. De la stanga la dreapta: 3 freze cilindro-conice fisura de dimensiuni diferite, Ifreza activa la varf, 2 freze globulare de dimensiuni diferite |
acestui lucru, iar varfurile relativ mici pot crea un prag dur la baza peretelui. Exista un numar de freze cilindro-conice de fmisare a caror diametm si lungime mai mare le fac sa fie mai potrivite pentru aceasta destinatie.
Alte instmmente rotative folosite destul de frecvent pentru a putea fi incluse in instmmentatia standard sunt frezele con invers.
Freze burghiu
Frezele burghiu confectionate din otel sunt active numai la varf, pe masura ce sunt introduse in tesuturile dure in directia axei lungi a instmmentului. Frezele burghiu au santuri elicoidale pereche adanci care invaluie axa frezei ca o spirala stransa, ajutand la indepartarea rumegusului din cavitatea creata. Freza-burghiu poate fi folosita pentru a realiza m dentina orificii mici asezate paralel si cu diametre uniforme m care sa intre crampoanele de retentie ale unor restaurari. Datorita faptului ca orificiile nu sunt conice este imperativa alinierea precisa a acestora.
Diametrul frezelor burghiu poate fi usor mai mic (pt. crampoanele autoinfiletate) sau cu putin mai mare decat al crampoanelor care se cimenteaza. Portiunea activa pentru acest tip de freza burghiu trebuie sa aiba o lungime de 3-5 mm. Frezele burghiu pentru crampoanele autoinfiletate utilizate pentru retentia compozitelor sau a amalgamelor destinate restauranlor coronare directe se livreaza de obicei in truse alaturi de crampoane. Instmmentele au un sistem propriu de limitare pentru a asigura realizarea unui orificiu cu o adancime optima de 2 mm
Frezele burghiu trebuie folosite diferit fata de frezele obisnuite. Ele nu actioneaza in smalt si au tendinta de a derapa' atunci cand se incearca crearea unui orificiu pe o suprafata inclinata. De aceea, se realizeaza in primul rand un orificiu mic pilot cu ajutoml unei freze globulare pe un prag orizontal ingust pentru a ne asigura de faptul ca orificml va fi facut precis in pozitia dorita.
Orificiul pilot este adancit cu ajutoml frezei burghiu introdusa intr-o piesa de mana ce actioneaza cu viteza redusa. Frezele burghiu nu sunt niciodata folosite cu o piesa de mana cu
viteza mare. Acestea nu pot fi racite in mod adecvat si pericolul mperii in interiorul orificiului este mare la practicienii incepatori.
|
|
Freza burghiu nu trebuie sa se opreasca din rotatie in timp ce se afla in interioml orificiului. Daca se opreste se poate mpe, iar o freza burghiu rupta este aproape imposibil de inlaturat din interiorul putului. Daca freza burghiu se blocheaza totusi intr-un canal, cea mai sigura modalitate de a o inlatura este scoaterea din piesa. Se extrage apoi freza din canal cu ajutorul policelui si aratatorului. Astfel se va produce o presiune mai mica asupra frezei.
Utilizarea instrumentelor diamantate si a frezelor
Instrumentele diamantate indeparteaza tesuturile dure dentare mult mai eficient decat o fac frezele, dar lasa m urma lor suprafete rugoase si zone terminale cu suprafete neregulate. Frezele din carbura de tungsten produc zone terminale netede si pot realiza designuri precise inteme ale unor tipuri de preparatii, dar sectioneaza mult mai incet. De aceea, pentru a profita de cele mai bune caracteristici ale ambelor tipuri de instrumente, instmmentele diamantate ar trebui sa fie folosite pentru reducerea cantitativa a structurilor dentare, iar frezele pentru finisarea preparatiilor si pentru realizarea unor particularitati inteme ale acestora, cum ar fi:
|
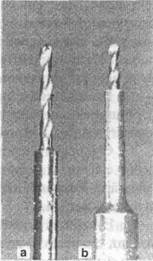
. 12.7. Douatipuri de freze burghiu: afreza burghiu cu diametrul partii active de 0,6 mm pentru realizarea orittciilor pentru crampoanele unur restaurari turnate; b freza burghiu cu diametrul partii active de 0,5 mm si cu limitator de adancime a orificiilor realizate pentru crampoane autointHetate |
santuri, casete, istmuri etc.
Tehnica de electie m aceasta situatie utilizeaza instrumente diamantate si freze din carbura de tungsten de marimi si conuratie potrivita, asa cum le-a descris Lustig. Aceste instmmente sunt confectionate prin realizarea atat a instmmentului diamantat cat si a frezei dintr-o conuratie initiala comuna. Faptul asigura concordanta intre forma instmmentului si contuml rezultat al dintelui care se vor potrivi exact atunci cand instmmentul diamantat si freza de fmisat din carbura de tungsten sunt folosite pentm fiecare pas al prepararii.
Rolul mgozitatii suprafetei cu privire la retentia restaurarilor trebuie discutat. Astfel, in timp ce striatiile si neregularitatile de pe suprafata preparatiei pot contribui la retentia coroanei, acest avantaj trebuie pus in balanta cu dezavantajele. 0 suprafata neteda va permite o amprenta mai corecta. Daca suprafata este prea mgoasa s-ar putea sa fie dificila indepartarea amprentei fara a o deteriora, pierzand astfel detalii fme pe model. Poate ca si mai important este faptul ca mgozitatea excesiva din zona terminala poate impiedica o adaptare corecta a marginii coroanei. Striatiile microscopice lasate de frezele din carbura de tungsten (2 |Lim) si de instmmentele diamantate (10 um) sunt destul de adanci pentru a mari retentia fara a compromite acuratetea.
Oricat de corect a fost facuta reducerea axiala a bontului m vederea aplicarii unei restaurari estetice cu ajutorul unui instmment diamantat pentm realizarea unui chanfrein, suprafata va prezenta unele mgozitati. Daca se foloseste o freza din carbura de tungsten cu 12 lamele pentru chanfrein, m scopul finisarii suprafetei axiale, dupa ce reducerea s-a realizat cu un instmment diamantat, suprafata va fi mult mai neteda, iar zona terminala in sine va avea neregularitati minime.
Barkmeier si colab (3), testand mai multe tipuri de freze, au demonstrat ca o freza cilindro-conica fisura a produs cel mai neted si cel mai bine conturat bizou ocluzal dintre instmmentele testate.
Bizoul gingival al unei preparatii trebuie creat de varful instmmentului, mai degraba decat de latura sa. in acest loc pe dinte nu este practica folosirea unei freze fisura pentru plasarea unui bizou, din moment ce varful patrat poate leza bizoul, dintele adiacent sau gingia. Un instrument diamantat in forma de flacara subtire va produce un bizou care prezinta niste striatii orizontale. Daca bizoul format de instmmentul diamantat in forma de flacara este finisat cu ajutorul varfului unei freze din carbura de tungsten in forma de flacara lunga, rezultatul va fi un bizou gingival si mai neted.
Bizotatoarele gingivale des folosite pentru peretii gingivali ai preparatiilor pentm cavitati de obturat cu amalgam nu sunt instmmente potrivite pentru bizourile gingivale ale preparatiilor pentru restaurari. Ele produc un bizou neregulat si dur.
0 preparare a pragului realizata cu un instmment diamantat cilindro-conic cu granulatie medie este prea mgoasa pentru a putea permite realizarea unei margini corect adaptate a restaurarii. Pragurile trebuie finisate cu o freza activa doar la varfpentru a asigura o zona terminala neteda.
Evazari proximale distincte, bine fmisate pot fi facute cu discuri de hartie abrazive. Oricum, ele necesita aplicari usoare pentru a evita supraincalzirea si trebuie schimbate frecvent pentru a ne asigura ca vor taia in mod eficient din structurile dentare. Folosirea discurilor de hartie este limitata pentru acele zone ale cavitatii bucale cu acces bun si trebuie avuta grija cand sunt folosite pentru a nu leza tesuturile moi din cavitatea bucala a pacientului. Desi pot produce o evazare neteda cu o zona terminala distincta, un disc prea dur va taia santuri in evazare, iar discurile uzate vor rotunji zona terminala.
Un instmment diamantat m forma de flacara cu suprafete mai degraba paralele decat usor convexe poate fi folosit si el pentru a produce o evazare. in acesta situatie suprafetele obtinute sunt mai putin netede.
0 freza de finisare din carbura de tungsten in forma de flacara cu 12 lamele lungi este folosita pentru a crea o zona terminala distincta cu o suprafata neteda pe bizourile orizontale si evazarile verticale. Aceasta freza cu un diametm de 1 mm are aceeasi conuratie ca si instrumentul diamantat m forma de flacara.
Utilizarea unor discuri diamantate mari nu a mai fost descrisa pentru aceste preparatii fiindca, dupa parerea noastra m stomatologia modema asemenea instmmente nu-si mai gasesc locul nici macar pentru reducerea proximala si nici pentru realizarea evazarii. Folosind astfel de instmmente periculoase pentru pacient, exista si pericolul unei supraextensii a preparatiei.
Supravegherea alimentelor, privind securitatea prezervarii calitatii lor biologice (pentru consum), a progresat enorm in ultimii 20 - 30 de ani, d [...] |
Esentiale pentru obtinerea unui ceai de calitate sunt: tipul si prospetimea frunzelor de ceai, temperatura si calitatea apei, timpul de infuzare, [...] |
Atunci cand realizati preparate din orice planta, este bine sa fiti atenti la tipul ustensilelor folosite. Pentru preparatele obtinute prin fierbere, [...] |
Copyright © 2010 - 2024
: eSanatos.com - Reproducerea, chiar si partiala, a materialelor de pe acest site este interzisa!
Informatiile medicale au scop informativ si educational. Ele nu pot inlocui consultul medicului si nici diagnosticul stabilit in urma investigatiilor si analizelor medicale la un medic specialist.
Termeni si conditii - Confidentialitatea datelor - Contact